
An in-depth analysis of how preventive maintenance of tower cranes not only guarantees the physical safety of operators but also ensures project profitability by avoiding breakdowns and downtime.
In the ecosystem of a construction site, the tower crane is the beating heart that sets the pace of the work. Its operational readiness defines deadlines, but its technical condition defines something far more important: the safety of people.
Often, the mistake is made of viewing maintenance as a bureaucratic formality or an operating cost that should be minimized. However, from an engineering and project management perspective, rigorous maintenance is the cornerstone of industrial safety.
A mechanical failure in a structure of this magnitude does not have minor consequences. A falling load, the collapse of the structure, or the failure of the hoist brakes are catastrophic scenarios that, in the vast majority of cases, are predictable and preventable.
Safety on the construction site doesn’t begin with the operator’s helmet, but with the integrity of the machinery that suspends tons above their heads.
Preventive vs. Corrective Maintenance: A Paradigm Shift
Modern industry is abandoning the corrective approach “repairing something when it breaks” in favor of preventive and predictive maintenance. Waiting for a component to fail on a tower crane is unacceptable negligence. Preventive maintenance involves a series of systematic, scheduled inspections to anticipate the natural wear and tear of parts.
This proactive approach has two positive aspects. On the one hand, it ensures that the crane’s safety systems (ropes, limit switches, brakes) function according to factory specifications. On the other hand, it allows for the planning of maintenance shutdowns, preventing an unexpected breakdown from halting production on the entire construction site for days, which would have a very negative economic impact.
Critical Inspection Points on a Tower Crane
To ensure operational readiness, there are components that require thorough monitoring by qualified technicians. Material fatigue is a silent enemy that only an expert eye can detect in time.

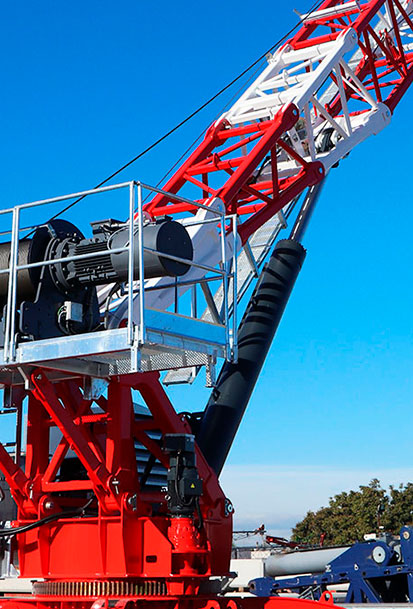
The hoist rope and its mechanisms: The rope is the element that bears the direct tension of the load. It is not enough to simply check if it is frayed. It is necessary to inspect for deformations, knots, internal corrosion, and the condition of the wires.
Likewise, the pulleys and the drums of the hoisting and trolley ropes must be free of sharp edges that could accelerate rope wear. Poor maintenance here is the number one cause of load drops.
The slewing ring and bolts: The slewing ring allows the crane to rotate on its axis and withstands immense load moments. Periodic lubrication of this component is vital to prevent seizing.
Equally important is the tightening torque of the tower bolts. Constant vibrations and tower deflection during maneuvers can loosen critical connections; Therefore, verifying the correct torque according to the manufacturer’s specifications, or retightening with a torque wrench, if necessary, is mandatory during every inspection.
Electrical systems and limiters: Modern cranes are as much electronics as steel. Torque and maximum load limiters are the crane operator’s “guardian angels,” preventing the machine from lifting more weight than its stability allows. Verifying that these sensors are calibrated and have not been bypassed or tampered with is perhaps the most critical step in any safety protocol.
The lifting industry is undergoing a technological revolution. Modern tower cranes, such as the latest models developed by Sáez, are no longer passive structures, but connected machines that constantly generate data. The implementation of telemetry and remote monitoring (IoT) systems allows for a shift from preventive maintenance (based on a schedule) to predictive maintenance (based on the machine’s actual condition).
These systems record load cycles, attempted overloads, and actual operating hours for each motor. This allows you to know if a lifting mechanism has experienced more stress than usual and requires an oil change or brake pad inspection before the intervals specified in the manual.
Investing in cranes with onboard diagnostic technology is the most efficient way to reduce the Total Cost of Ownership (TCO).
The Crane Operator’s Role: The First Line of Defense
Although technical maintenance is the responsibility of certified specialists, daily safety relies on the eyes and ears of the crane operator. The crane operator lives with the machine and is able to detect anomalies that a quarterly inspection might miss if the problem arises between visits.

To guarantee safety, it is imperative to establish a pre-shift verification protocol. Before starting any maneuver, the operator must perform a visual and functional check (“reconnaissance lap”):
- Rail and base condition: Verify that there are no obstacles on the rails (if the crane is mobile) and that the base support is free of water accumulation or potholes.
- Setting the Crane in Free-Slew: Check that the crane has performed the “weathervane” test correctly overnight (rotating freely with the wind).
- Empty-hook Load Test: Perform all movements (hoisting, trolleying, slewing, and travelling) without a load to “warm up” mechanisms and listen for unusual noises in gearboxes or brakes.
- Limit switch verification: Check the operation of the hoist and trolley limit switches daily.
Involving the operator in preventive maintenance not only increases safety but also fosters a culture of asset care.
The invisible enemy: Environmental Factors and Corrosion
The maintenance plan cannot be static; it must be adapted to the geographical environment of the construction site. A crane in the dry center of a city does not suffer the same as one installed on the beachfront or in an industrial area with high chemical pollution.
- Saline environments: In coastal areas, galvanic corrosion aggressively attacks steel cables, electrical cabinets, and connecting bolts. In these cases, the lubrication frequency must be doubled to create protective layers, and rust spots on the structure that could compromise static strength must be thoroughly inspected.
- Extreme temperatures: Cold temperatures affect the viscosity of oils in gearboxes and can embrittle steel. The use of lubricants specifically designed for low temperatures is required. In hot weather, overheating of electric motors and frequency converters is common in summer. Cleaning the ventilation systems and filters of electrical cabinets is a vital, often overlooked maintenance task that prevents shutdowns due to thermal overload.
Regulations and Legal Responsibility in Maintenance
The legal framework is strict and does not allow for lenient interpretations. Tower crane maintenance is regulated by specific regulations (both at the European level and their international ISO equivalents) that dictate the frequency of inspections.

The crane owner and the construction company share the responsibility of ensuring that the machine has passed its quarterly, semi-annual, or annual inspections, as applicable. Ignoring these deadlines not only puts the project at risk but, in the event of an accident, can lead to criminal liability and the cancellation of insurance coverage.
An up-to-date maintenance logbook, stamped by an authorized maintenance company, is the only legal safeguard in the event of a workplace inspection.
The Economic Impact of a Well-Maintained Crane.
There is a direct correlation between investment in maintenance and project profitability. A crane that receives consistent care has a much longer lifespan, maintaining a high residual value in the used market.
Furthermore, operational efficiency improves. A crane with properly tuned engines and precise brakes allows the operator to work more smoothly and quickly, reducing cycle times for each lift.
Conversely, a neglected machine suffers from intermittent stops, annoying noises, and abrupt movements that slow down work and increase operator stress, which is an added human risk factor.
The Importance of Original Spare Parts
Finally, maintenance safety depends on the quality of the spare parts used. In high-precision machines like the Sáez cranes, replacing a worn part with a generic or “compatible” component can alter the crane’s structural behavior.
Genuine replacement parts guarantee that the alloy, dimensions, and strength are exactly as engineers calculated when designing the crane, ensuring that the safety standard remains unchanged from the first to the last day of use.
Sáez Cranes is your strategic partner in safety and operational efficiency. Understanding the importance of maintenance is the first step, but having the manufacturer’s support is what makes the difference on the job site. At Sáez Cranes, we don’t just deliver high-performance machines; we deliver the peace of mind of knowing that behind every ton of steel is a highly specialized team committed to your safety.
Immediate availability of genuine spare parts
We know that in construction, time is money. A crane out of service due to a missing part is a luxury no project can afford.
Using genuine Sáez spare parts is the only guarantee that your machine will maintain the same mechanical performance and safety standards as the day it left our factory.
Don’t risk the integrity of your equipment with generic components; the precision of our machining ensures a perfect fit and superior durability.

Global support, personalized attention
Our responsibility doesn’t end with the sale. With a strong international presence, Sáez Cranes offers after-sales service and technical support (SAT) capable of responding to any challenge, regardless of the location of your project.
Whether through remote assistance for telemetry diagnostics, or via our network of certified distributors, we are always there for our customers to ensure their cranes operate at peak performance, scrupulously complying with the most demanding safety regulations.